机械密封失效原因分析探讨
机械密封失效原因分析探讨
机械密封又称端面密封(Mechanical Seal),是旋转轴用动密封。机械密封性能可靠,泄露量小,使用寿命长,功耗低,毋须经常维修,且能适应于生产过程自动化和高温、低温、高压、真空、高速以及各种强腐蚀性介质、含固体颗粒介质等苛刻工况的密封要求。机械密封是由至少一对垂直于旋转轴线的端面在流体压力和补偿机构弹力的作用及辅助密封的配合下保持贴合并相对滑动而构成防止流体泄露的装置。
机械密封在石油和化工企业使用非常广泛,由于其密封性好,性能稳定,泄漏量少,摩擦功耗低,使用周期长,对轴(或轴套)磨损很小,能满足多种工况要求等特点而被广泛使用。但是其密封结构复杂,使用条件苛刻,价格高及维修技术高等特点,特别是机械密封工艺条件温度、压力等工艺参数的影响直接关系到设备机械密封的性能和使用寿命,因此,找出机械密封失效原因及改进措施是保证企业安全生产,提高设备使用寿命的重要任务。做如下分析。
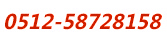
图1 机械密封结构
1.弹簧座 2.紧定螺钉 3. 弹簧 4. 传动销 5. 辅助密封圈 6. 动环 7.防转销
8.轴套 9.密封压盖 10. 静环 11. 补偿环座 12. 推环 13. 传动螺钉
1 机械密封失效时长见的现象
1.1 工作时发生尖叫
这是因为密封端面润滑效果不佳,应安装旁路冲洗管路,加大管径和相应的节流装置的尺寸。
1.2 密封在工作时发生爆鸣
原因是密封介质汽化或闪蒸,应在允许范围内提高密封腔压力,改进密封设计,降低介质
温差,安装旁路冲洗管路,加大管径和相应的节流元件;加强密封端面的冷却,检查密封平衡设计,精确测量密封腔内的压力,温度及介质压力。
1.3 石磨粉聚集在密封面外侧
原因是密封面润滑不良,密封端面间的液膜汽化或闪蒸,产生残留物质,造成石墨环磨损,应改善润滑状态,防汽化。
1.4 密封泄露
由于密封介质汽化或闪蒸密封端面, 应先判断泄漏源,断面密封问题可能出在端面不平、裂纹、破碎或爆破,发生热变形或机械变形;密封零件结构不合理或强度不够产生变形;因材料及加工原因产生的残余变形;安装时零件受力不均等,应检查安装尺寸是否正确,密封和材质是否适于使用工况,密封垫是否压紧,是否螺栓力矩太大造成密封座变形,是否有安装损伤,必要时予以更换;检查填料腔装配面和其他有关元件对轴线的垂直度,管道及设备安装误差"辅助密封安装时可能被压伤或擦伤;介质从轴套间隙中漏出,0型圈老化;密封压缩屈服变形,化学腐蚀"检查密封槽和导角是否正常,起动设备前应将密封端面重新研磨以保证密封面的光滑平整。
2 机械密封失效的原因分析
2.1 腐蚀失效
(1)表面腐蚀。
机械密封件会因腐蚀介质的侵蚀而导致表面腐蚀,严重时会造成腐蚀穿透。
(2)点腐蚀。
弹簧套常出现大面积或区域性的点蚀,有的导致穿孔。此类局部腐蚀对密封的使用虽未造成严重后果,但大修时也应更换。
(3)应力腐蚀破裂
在应力和介质腐蚀的共同作用下,金属焊接管道、轴承、弹簧等会发生破裂现象。
(4)间隙腐蚀。因介质浓度之差而导致缝隙泄露而长生腐蚀。
(5)电化学腐蚀。密封中使用的金属因工作环境的介质而发生电化学反应,导致密封失效。
(6)晶间腐蚀
碳化钨环不锈钢环座以铜焊连接,使用中不锈钢座易发生晶间腐蚀,为克服敏化的影响,不锈钢应进行固溶处理。图2所示为带波纹管的动环采用有填充剂的聚四氟乙烯,静环为陶瓷,此装置对大部分腐蚀介质都适用。

图2 强腐蚀介质用机械密封
1. 静环 2. 套软管弹簧 3. 波纹管动环
2.2 高温失效
当密封腔内的温度高达150℃时,机械密封可能出现一些问题:1.配对使用的密封环摩擦副发生热变形和热裂是材料发生腐蚀和磨损加快,发生失效。2.密封圈在超出须用温度时会发生高温老化、变硬、龟裂等现象是之失效。3.对与碳-石墨形式的密封环可能造成炭化从而产生泄露密封失效。4.对于有弹簧的装置可能使其高温失弹。5.运转中产生的摩擦热使局部发生温度变化,如果没有合理的冲洗冷却控制会使机密件发生失效。
2.3 摩擦失效
摩擦副使用的材料耐磨性差、摩擦系数大、端面比压过大,当密封面进入固体颗粒杂质时使摩擦面磨损,端面间液膜难以形成和维持,造成密封失效。
2.4 压力造成失效
(1)高压和压力波动造成机械密封失效
密封腔内压力超过须用压力时,会时密封端面比压过大,液膜难以形成,端面磨损严重,发热量过多。还会使密封零件变形。高压条件下的机密应采取方法使端面受力合理,减少变形;加强冷却和润滑措施;使用平衡型机密和较小的载荷系数;采用多端面密封结构等。
工作压力的波动会影响密封零件的弹性变形量,影响密封效果。当压力变化幅度较大时会产生很明显的泄露量。应选用WC对WC摩擦副等措施降低压力波动的影响。
(2)真空状态造成失效
真空会引起密封干摩擦、漏气等现象。.实践证明,半湿摩擦时,摩擦系数通常是百分之几,而半干摩擦和干摩擦时则为十分之几. 〔3〕即干摩擦释放的热量为润滑时的十几倍甚至更多,从而加剧了密封件的磨损.由于表面受到损坏,表面温度升高,加上材料机械性能的变化,使磨损剧烈程增大,磨损速度增快,造成密封环热裂或烧损,最终导致设备不能正常工作.为解决此问题,应采用双端面继续密封,注入封液保证润滑和提高密封性能,变气相密封为液相密封。
2.5 密封形式或密封材料与密封工况不相适应造成失效
若密封材料选择不当,则密封很容易因腐蚀、高压、高速或过热而损坏。机械密封用于腐蚀性介质时,因密封件经受化学和电化学腐蚀,其摩擦副应选择既耐腐蚀又耐磨的材料,在强腐蚀性介质中,可选用聚四氟乙烯波纹管,用于高压介质中时,一般选用双端面平衡型结构或多端面串联式密封装置用于高温下时,零件应进行稳定性热处理,且各零件应尽量选用膨胀系数近似材料,高速旋转设备用的机械密封,应尽量减少转动零件.
2.6 安装、运转时失效分析
由于安装不良造成机械密封的泄露有以下几个方面的原因
(1)动、静环接触表面不平,安装时碰伤或损坏。
(2)动、静环密封圈尺寸有误、损坏或未被压紧。
(3)动、静环表面有异物夹入。
(4)动、静环V形密封圈方向装反或安装时反边。
(5)密封腔端面与轴垂直不够。
(6)静环压紧不均匀。
(7)紧固螺钉未拧紧,弹簧座后退。
(8)轴套处泄露,密封圈未装或压紧力不够,轴套上密封圈活动处有腐蚀点。
综上所述,引起机械密封失效的原因很多,某公司共有84台运转设备采用机械密封,1998~2000年引起机械密封失效的各中原因的出现频率见下表:
表1 机械密封失效原因统计
|
失效分析 |
次/a |
失效原因 |
次/a |
|
冲洗中断 |
2 |
工艺变化 |
3 |
|
油封带水 |
5 |
密封损坏 |
9 |
|
操作不当 |
10 |
安装不当 |
12 |
|
设计不合理 |
2 |
冷却水结垢 |
11 |
3 其他原因造成的失效
密封件本身由于设计、工艺、制造、选材、安装或选型配对不正确等缺陷造成机械密封点泄露失效,比如密封端面制造不平,安装密封件时没有对称,导致存在密封间隙而泄露;密封冲洗系统存在问题,导致密封腔温度过高使机械密封失效;密封辅助系统选择不当,工艺条件苛刻,环境差等因素均可能导致密封失效。
4 预防机械密封失效的措施
(1)密封结构的选择
密封结构的选择应以结构简单、操作方便、可靠性高、安装与维修容易为佳。使用机械密封时应该对密封的选用参数、结构、形式、材料、标准及其特点加以了解,选择质量可靠的机械密封装置。
(2)机械密封设备的选择
当机械密封设备输送的是腐蚀性高及高温介质,要考虑密封设备的耐腐蚀、高强度、硬度和较小的热膨胀系数。
(3)工艺条件的改善
对于高温、高压介质,采用耐高温、导热好的摩擦副材料,在设备管理工作中,应合理利用现场条件,优化机械密封的工艺条件,提高密封性能和使用寿命,降低设备维护和维修费用。
(4)辅助措施的实施
冷却、润滑、冲洗等辅助措施应根据机械密封环境的需要加以完善,保证机械密封的稳定性和可靠性。
(5)安装、维修管理的高效性
机械密封零部件的安装质量直接影响密封效果,安装前要仔细检查各个部件的完好性和规范性,正确安装和调试,之后要试运行,如果发现问题一定要及时处理,以免后患。另外,合理的使用和维护也非常重要,操作人员一定要遵守操作规范,培训后上岗,实行责任制保证设备的正常运行的可靠性、安全性。
5 结语
以上总结了机械密封在使用过程中比较常见的失效原因,其实机械密封失效的原因很多,也很复杂。机械密封是较为精密的部件,可是泄露点多,对于零件的加工精度和安装、维修质量都有很高的要求。机械密封失效在生产实际中有各种因素造成的,因此,正确分析失效的原因,并非容易。首先要找到密封失效点,然后采取具体的措施进行改进。
选用合理的机械密封以提高安装质量和减少运转设备的振动,加强工艺管理以确保工艺指标的稳定,防止压力、温度等条件的变化过大是提高机械密封可靠性的有效方法,保证机械密封系统的正确应用,使机械密封长期有效的运转。运用新材料的开发和计算机技术,进行机械密封失效地方的计算机建模,利用有限元知识分析失效点及机械密封结构优化,借鉴国外机械密封技术和经验,提高机械密封稳定性、长期性,节约能耗,提高经济效益。